

以下是:邯郸市邯山区#无缝钢管#欢迎访问的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 #无缝钢管#欢迎访问供应范围覆盖河北省、邯郸市、邯山区、丛台区、复兴区、峰峰矿区、临漳县、成安县、大名县、涉县、磁县、肥乡区、永年区、邱县、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市等区域。 【星腾伟业】业务覆盖多领域场景,主营肥乡无缝钢管价格公道合理、丛台无缝钢管优势、广平无缝钢管有口皆碑等产品服务。#无缝钢管#欢迎访问,星腾伟业金属材料(邯郸市邯山区分公司)为您提供#无缝钢管#欢迎访问的资讯,联系人:任威,电话:【0635-8885600】、【18865278086】。 河北省,邯郸市,邯山区 京广铁路、邯济铁路、邯长铁路、邯黄铁路、京广高铁纵横交错,中原第二大铁路编组站、邯郸国际陆港坐落,106国道、107国道、309国道、京珠高速、青兰高速、邯大高速形成双十字交叉,邯郸机场百万人次吞吐能力的枢纽机场扩建已于2011年完成。随着2013年邯黄铁路完工,与黄骅港、京唐港联系更为快捷。是四省交界区具有铁路交叉、高速交汇、机场通航的地区。
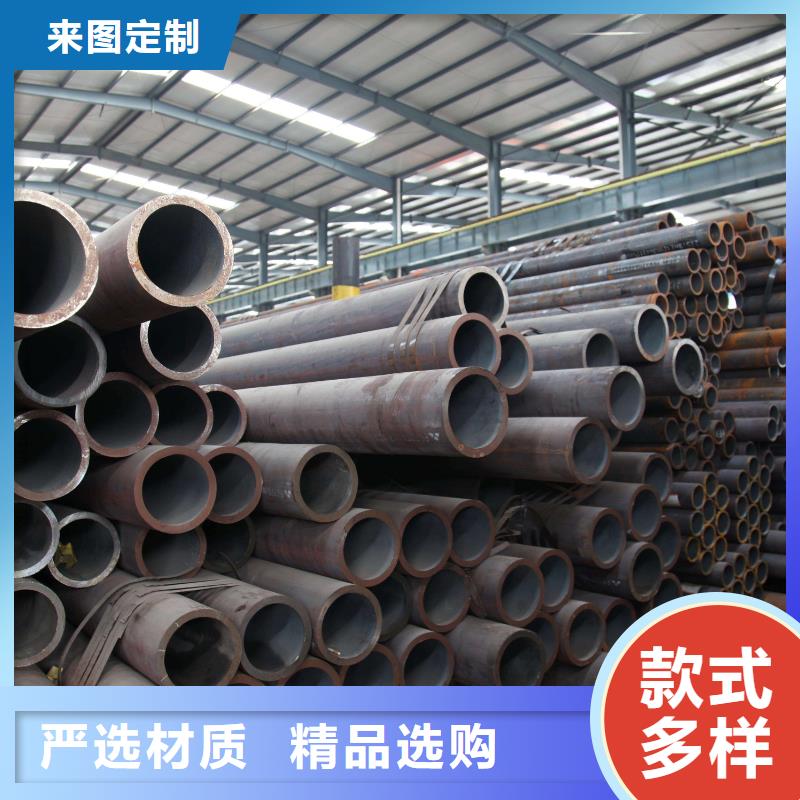
想了解我们的#无缝钢管#欢迎访问产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。以下是:邯郸邯山#无缝钢管#欢迎访问的图文介绍
无缝钢管、直缝钢管、锻造钢管在生产过程中都会导致钢管管体在纵向(即长度方向)上出现不同程度的曲线状,只是有的钢管成品的曲线程度可以用肉眼直观地看出来,这要的钢管已经是不合格产品了,只要是正规厂家,这样的产品 是不充许出厂,有的得则需要专门的仪器设备测量其直线度。这个曲线程度用数字表示出来即叫钢管弯曲度或者钢管直线度。对于钢管直线度这个标准,在一般流体输送用的管道中要求不高,这种管子主要要求管口的同心度,以便于管道的焊接。但是如果钢管是用到加工机械设备上时,尤其是胶辊、中轴等等,它们对直线度或者说是弯曲度的要求就高了,而且这也是他们的一个相当重要的指标。因为它要涉及一个加工量的问题,加工量的大小直接影响生产成本的大小,如果加工不出来,这支钢管直接就是废品了。因此像生产辊体设备类似的厂家在购买无缝钢管或者直缝钢管的时候特别注重钢管直线度的检测。无缝钢管、直缝钢管、锻造钢管这三者来讲,直线度 要数锻造钢管了,因其外径是加工设备一点一点车出来的,所以直线度一般没有问题。无缝钢管次之,这种钢管的生产工艺中都有一个三辊绞直的工序,能基本满足客户对直线度的要求。差的就是直线钢管,虽然基工艺也有这个工序,但其是都是由钢板或者卷板卷制而成,钢材内部的内应力如果不能很好释放出来,加工完毕后也会引起钢管的变形。直线度或者说弯曲度的计算一般来讲有两种: 一、无缝钢管或直缝钢管局部弯曲度:即用长为一米的直尺靠量在钢管的 弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。此种方法也适用于管端部弯曲度。山东无缝钢管 二、钢管全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处 弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。 例如:钢管长度为10m,测得 弦高30mm,则该管全长弯曲度应为: 0.03÷10m×=0.3%
无缝钢管生产有近100年的历史。德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。 20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢管产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。
无缝钢管的用途及分类用途:无缝钢管是一种经济断面钢材,在国民经济中具有很重要的地位,广泛应用于石油、化工、锅炉、电站、船舶、机械制造、汽车、航空、航天、能源、地质、建筑及军工等各个部门。分类: ①按断面形状分:圆形断面管、异形断面管 ②按材质分:碳素钢管、合金钢管、不锈钢管、复合管 ③按连接方式分:螺纹连接管、焊接管 ④按生产方式:热轧(挤、顶、扩)管、冷轧(拔)管 ⑤按用途分:锅炉管、油井管、管线管、结构管、化肥管 ……
无缝钢管的生产工艺
①热轧无缝钢管主要生产工序(主要检验工序):
管坯准备及检查→管坯加热→穿孔→轧管→荒管再加热→定(减)径→热处理→成品管矫直→精整→检验(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
邯郸邯山星腾伟业金属材料有限公司着力 无缝钢管产品质量控制,注重 无缝钢管产品结构拓展,以可靠的性能,上乘的质量, 赢得较高的社会信誉。 我们竭诚为用户服务。并承接特殊要求的 无缝钢管设计和制造。
众所周知,试样的几何因素是个重要因素。但各企业对拉伸试验的几何尺寸,形状等的规定却存在差别,因此有必要对此进行探讨,便于各生产单位和使用单位之间的相互了解。本文对试样的形状变化、宽度变化、不同平行长度对拉伸试验性能的影响进行了讨论;同时用光弹方法研究了板状样过渡圆弧半径及试样夹持部位等因素对拉伸试验结果的影响。
一、试验材料及实验条件
试验材料分别为薄板08Al、08F;中厚板X60、A3钢。均经化学成分检验,符合标准要求,加工试样精度符合GB 6397-86 金属拉伸试验试样标准, 要求拉伸试验在 材料试验机上进行。十字头速度恒定为10mm/min;引伸计符合ASTM E83C级要求;标距划线机线间长度误差小于0.1mm;光弹试验在光弹议上进行。
二、试验结果和讨论
1.试样对拉伸性能的影响
按照GB/T228-2010 金属拉伸试验标准要求,中厚板既可取保留原表面的板状试样,也可制成棒状试样测试拉伸性能。为表明二者是否存在差异,我们将X60(8mm厚)和A3(10mm厚)钢板分别制成带头板状样和直径为5mm的棒状试样进行实验。采用短比例试样。
结果表明:两种形状的试验结果是有差异的。棒状试样的应力σ5较板状试样高得多。我们认为原因在于;棒状试样经加工,表面光滑,缺陷少;而板状试样两表面均为直接轧制面,表面缺陷相对多一些。另外,两种试样在拉伸时的应力和应变状态也有差异。棒状试样的派生应力σ2=σ3,ε2=ε3,四周缩变均匀,而板状试样σ2≠σ3,ε2≠ε3,也造成的试验的结果不同。
2.试样宽度对拉伸结果的影响
板状拉伸试样的宽度,在其他因素相同的情况下,宽度保准也大不相同。为明确试样宽度对拉伸机械性能的影响。我们分别取08Al冷轧板和08F热轧板进行比较研究。
试样基本尺寸符合标准要求,固定其他尺寸,变化试样宽度。
结果表明:在固定标距的情况下,随试样宽度增加,σ0.2或(σs)和σb有下降趋势。我们认为:其原因在于随着试样宽度的增加,派生应力σ2增加,试样由单向拉伸逐渐转向平面应力状态,从而使参加流变的材料逐渐增多之故。
3.平行长度对板状试样拉伸性能的影响
一般都认为:平行试样长度越长,材料变形越均匀,伸长率就越大。但在实际工作中得出的结论却并非完全如此。同时平行长度的增大引起试样重量的增加,对材料也是一种浪费,因而需要明确一个范围,在不同 的标准中,我们同样发现平行长度有差异,如有l0+b/2, l0+b, l0+2b, (b为试样的宽度)。为进一步明确平行长度对拉伸试样机械性能的影响,我们用08Al冷轧板研究了这一问题。
试样尺寸符合标准要求,固定其他尺寸,变化试样平行长度。
#无缝钢管#欢迎访问,星腾伟业金属材料(邯郸市邯山区分公司)为您提供#无缝钢管#欢迎访问产品案例,联系人:任威,电话:【0635-8885600】、【18865278086】。











